
Date:2026-07-13 Clicks:25
A practical framework for press architecture, materials, FAT, compliance, TCO, and service
Prepared for global procurement managers, engineers, converters, and packaging printers
Research updated 13 July 2026
A flexo printing machine is not a single equipment category. The same search term can describe a 330 mm inline label press, a 680 mm film press with converting stations, or a 1,700 mm central-impression press for flexible packaging. Comparing them only by color count and maximum speed creates a false quotation comparison.
The practical buying sequence is straightforward: define the jobs, lock the material constructions, choose the press architecture, test the complete process, and price the output over five years. Published specifications help buyers create a shortlist, but they do not prove saleable production. ISO 12647-6:2020 remains current after confirmation in 2025 and covers process-control aims for flexographic labels, boxes, flexible packages, publications, and related proofing [ISO 12647-6:2020]. FTA's FIRST 7.0 likewise treats repeatability as a supply-chain process involving customers, designers, prepress, raw-material and equipment suppliers, and printers [FTA FIRST 7.0]. That is the right mindset: buy a controlled production system, not an attractive machine photograph.

Image source: Weigang ZJR-350/450/650 official product page. The image illustrates an inline architecture; it is not independent proof of performance.
1. Choose the Press Architecture Before Comparing ManufacturersPress architecture refers to the mechanical path that carries the web through printing, drying, inspection, and converting, and it determines which jobs the machine can run economically.
For labels and short-to-medium packaging jobs, an inline narrow- or mid-web press keeps print units, varnishing, lamination, foil, die cutting, matrix stripping, and slitting in one production line. This can reduce handling between machines, but every added station creates another integration and setup variable. A central-impression, or CI, press wraps the web around one large impression cylinder while multiple print decks apply color. That geometry is commonly selected for wide flexible packaging because it supports a stable web path around the printing section. Stack presses and specialized inline film presses occupy positions between these two routes.
The published specifications show why one keyword cannot support one comparison. Weigang lists its ZJR-350/450/650 inline series at 360, 480, and 680 mm maximum web widths, 4–12 colors, and a stated maximum speed of 180 m/min [Weigang ZJR Product Page]. BOBST lists the EXPERT CI at 1,100–1,700 mm web width, a stated maximum speed of 600 m/min, and alternative web-tension ranges of 20–350 N or 40–500 N [BOBST EXPERT CI Product Page]. These figures describe different production systems. The CI press is not automatically a better label press, and the inline press is not automatically a lower-grade flexible-packaging press.
|
Buyer question |
Inline narrow/mid-web route |
Wide-web CI route |
|
Typical decision driver |
Frequent job changes, labels, inline embellishment and die cutting |
High-volume flexible packaging and wide webs |
|
Converting |
Often integrated in one pass |
Frequently separated or configured around packaging workflow |
|
Main risk |
Excess modules increase setup and integration complexity |
High infrastructure, cylinder, drying, and job-volume commitment |
|
Proof to request |
Finished labels at target speed, including die cutting and waste stripping |
Stable film run with drying, register, tension, and roll quality data |
Start the request for quotation with a job matrix rather than a machine model. For each product family, state annual volume, repeat length, number of colors, spot or process color, coating, reverse printing, lamination, foil, die cutting, inspection, maximum roll diameter, and downstream process. A supplier that cannot map each requirement to a station, control function, or separate operation has not finished the engineering work.
Chinese manufacturers often offer flexible module combinations. The risk is that a heavily customized line has less reference history, more software interfaces, and a harder acceptance test. Customization is useful only when a profitable job justifies it.
Action: Freeze a one-page job and process matrix, then reject any quotation that names a press model without showing how every required operation is completed.
2. Configure the Machine Around Tested Materials, Ink, and DryingMaterial compatibility refers to the press's ability to transport, print, cure, and rewind the buyer's complete substrate construction without unacceptable stretch, curl, blocking, adhesion failure, or roll defects.
Do not specify only “paper,” “film,” or “label stock.” Record the supplier, grade, thickness, liner, adhesive, coating, surface treatment, roll width, roll diameter, core, splice type, and storage condition. PE, PP, PET, OPP, CPP, paper, thermal material, aluminum foil, and laminate structures behave differently under tension and heat. Even within one polymer family, formulation and treatment history change the print window.
Surface testing illustrates the point. ASTM D2578-23 covers measuring the wetting tension of polyethylene and polypropylene film surfaces with specified test solutions. The standard warns that applying the method to other polymers can change the relevant interface behavior and that users must establish applicability [ASTM D2578-23]. Therefore, a dyne result should be tied to a defined test method, material, ink system, and time after treatment. It is not a universal pass/fail number for every film.
The press quotation should identify the ink route and energy path for every product family. UV and UV-LED can support rapid curing and compact inline production, but lamp output, dose measurement, heat management, shielding, oxygen inhibition, ink chemistry, and migration requirements still matter. Water-based and solvent systems require enough hot-air capacity, airflow, exhaust, and residence time for the ink coverage and production speed. “Hot-air dryer included” is not an engineering answer; the buyer needs temperature range, airflow or exhaust data, zone length, controls, and a test under the heaviest coverage.
The Weigang ZJR page states suitability for PET, OPP, CPP, PP and other films and lists UV drying, a water chiller, and optional hot-air drying among the configuration elements [Weigang ZJR Product Page]. Treat these as published configuration claims. The acceptance question is whether the exact buyer material can run at an agreed net speed with acceptable adhesion, color, residual solvent or cure, roll temperature, register, and rewind quality.
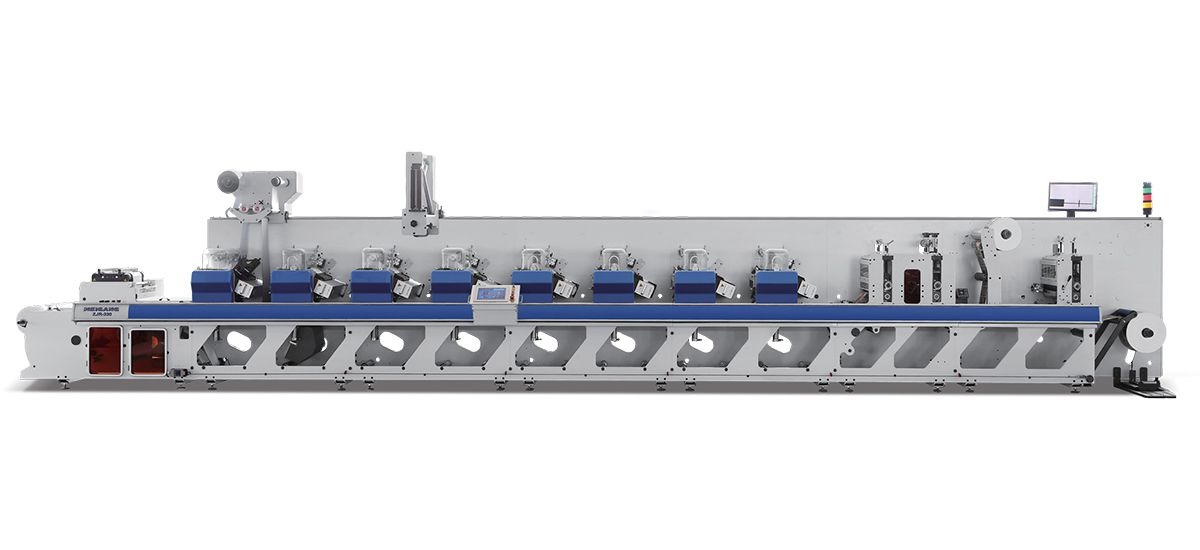
Image source: Weigang ZJR-350/450/650 official product page. The repeated stations show why the buyer must validate the complete web path, not one print unit in isolation.
Build the material trial around production extremes. Include the thinnest and most extensible web, the thickest construction, the most heat-sensitive material, the highest ink coverage, the smallest repeat, the most demanding die cut, and the largest roll. Supply enough material for setup, acceleration, steady-state production, splice handling, deceleration, and rewind inspection. A 50 m demonstration at low speed proves almost nothing about a commercial shift.
There is also an opportunity to define a controlled operating window rather than one heroic test point. Ask the supplier to document acceptable tension by zone, dryer settings, corona treatment setting if present, viscosity or ink-control method, register performance, and waste at several speeds. That data becomes the starting recipe for installation and training.
Action: Send production-grade rolls and ink requirements before final configuration, and make the supplier return a signed material-to-setting matrix with measurable acceptance criteria.
3. Convert Maximum Speed into Saleable Output and WasteSaleable output refers to conforming printed and converted material produced per paid hour after setup, acceleration, inspection, stoppages, waste removal, and changeover are included.
Nameplate speed is useful for sizing motors, dryers, web handling, and mechanical limits. It is not an output guarantee. The difference is visible in current manufacturer data: the cited inline ZJR series publishes 180 m/min, while the cited EXPERT CI publishes 600 m/min [Weigang ZJR Product Page] [BOBST EXPERT CI Product Page]. Those numbers cannot be used to rank the machines without job length, web width, number of lanes, substrate, ink coverage, drying demand, converting load, and uptime.
Use a transparent output model. For a 10,000 m job, a press that runs the saleable portion at 120 m/min needs 83.3 running minutes. If setup, color approval, die setup, cleaning, and two stops add 55 minutes, the job occupies 138.3 minutes before the next changeover. If 700 m is consumed in setup and defects, the material yield is 93 percent. The useful comparison is therefore good meters, good labels, or good square meters per paid hour, not the highest number on a brochure. This example is illustrative; buyers should replace every assumption with their own production data.
Require the supplier to split waste into categories: threading, color setup, register setup, acceleration, process instability, die setup, matrix break, splice, inspection rejection, and end-of-roll loss. This makes corrective action possible. A single “waste below 5 percent” promise hides whether the loss comes from print control, converting, material, or operator procedure.
During this research, I compared the published ZJR specification table with the surrounding text on the same official page. The table contains relevant flexo data, but the following “Advantages” section switches to unrelated board-book gluing and binding copy [Weigang ZJR Product Page]. That does not prove anything negative about the machine; it proves that website content can contain editorial errors. A buyer should treat a webpage as a lead for verification, not as a contract specification or FAT record.
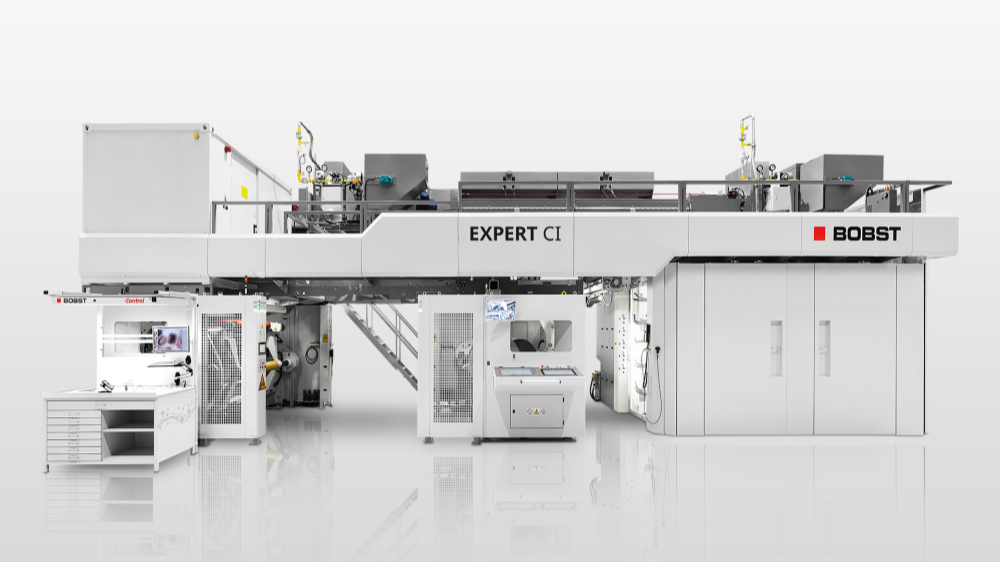
Image source: BOBST EXPERT CI official product page. Manufacturer image used to illustrate the scale and architecture of a wide-web CI press.
At FAT, run at least three states: setup and first-saleable output, stable production at the contract speed, and a repeat job after a controlled changeover. Record time stamps, counters, raw material issued, good roll length, waste, alarm history, inspection results, energy readings if relevant, and every manual intervention. Do not allow the supplier to stop the clock while adjusting the machine unless the contract explicitly excludes that activity.
The opportunity is that automation can reduce dependence on exceptional operators, especially through stored recipes, servo register, automatic impression setting, viscosity control, inspection, and remote diagnostics. The risk is buying an automation label without testing recovery from real events such as a splice, matrix break, ink change, web break, or sensor fault.
Action: Put a minimum good-output rate, maximum changeover time, waste ceiling, test duration, material list, and data-recording method into the FAT protocol before paying the final balance.
4. Verify the Manufacturer Through Process Control, Safety, and FAT EvidenceManufacturer verification refers to connecting each sales claim to a legal entity, engineering resource, controlled production process, working machine, acceptance record, and service obligation.
Begin with identity and scope. Match the quotation, bank beneficiary, export entity, factory address, certification holder, and warranty provider. During a live factory review, trace one machine from frame and machining records through electrical assembly, software loading, run-off, inspection, and packing. Ask who owns the press-control software, who can change it, and how the buyer receives backups and version records.
Next, examine process-control competence. ISO 12647-6:2020 defines information exchange and printing aims for four-color flexographic work, including labels, boxes, flexible packages, publications, proofing, and spot-color guidance [ISO 12647-6:2020]. FTA describes FIRST 7.0 as a common set of guidelines, tutorials, and data spanning the flexographic supply chain to support consistent output from pressrun to pressrun [FTA FIRST 7.0]. A machine builder does not need to sell a certification, but its application team should understand fingerprinting, target definition, measurement conditions, plate/anilox/ink interaction, and repeatable documentation.
Safety evidence must be destination-specific. For U.S. workplaces, OSHA 1910.212 requires one or more guarding methods against point-of-operation hazards, ingoing nip points, rotating parts, flying chips, and sparks. It also requires exposed injury points to be guarded and fixed machinery to be anchored [OSHA 1910.212]. For the European Union, Regulation (EU) 2023/1230 currently states that it applies from 14 January 2027 and repeals Directive 2006/42/EC from that date; buyers delivering around the transition must confirm which legal regime applies when the machine is placed on the market [EU Machinery Regulation 2023/1230]. A CE mark or certificate image is not enough. Review the risk assessment, declaration, applicable standards list, electrical drawings, safety circuit, performance level or safety integrity rationale, guarding, interlocks, emergency stops, lockout provisions, manuals, and language requirements.
Build FAT around traceable evidence rather than a polished demonstration. The protocol should identify instruments and calibration status; material and ink batches; plate, sleeve, cylinder, and anilox specifications; environmental conditions; target speed; sampling frequency; register and color method; cure or adhesion checks; roll-quality checks; converting criteria; alarm tests; guarding and emergency-stop tests; and rules for deviations. Define who signs, how punch-list items are classified, and what blocks shipment.
Remote video can support test witnessing but should not replace controlled sampling. Ask for continuous coverage of the web path and control screen, synchronized counters, sample capture, and shipment sealing. Retain samples, raw data, settings backup, software version, and photographs.
The opportunity for overseas buyers is access to capable engineering at a competitive capital price. The risk is that distance magnifies ambiguous requirements. A detailed acceptance process protects both sides: it prevents the buyer from changing expectations late and prevents the supplier from declaring success against a vague demonstration.
Action: Make FAT a contract annex with named materials, methods, instruments, thresholds, retest rules, shipment blockers, and signatures from both engineering teams.
5. Compare Five-Year Cost, Contract Protection, and Service CapacityTotal cost of ownership refers to all cash, capacity, and risk costs required to produce saleable work over the evaluation period, not only the machine invoice.
Build the model by year and by job family. Include purchase price, tooling, freight, insurance, duties, foundations, power and exhaust work, cooling, ink systems, inspection, commissioning, travel, training, plates, anilox inventory, cylinders or sleeves, dies, consumables, cleaning, labor, energy, planned maintenance, emergency parts, software support, waste, and downtime. Record the currency and tax treatment. Separate one-time cost, fixed annual cost, and cost that varies with meters or changeovers.
An illustrative five-year comparison can expose where the quotation is weak. Suppose Press A costs USD 120,000 less than Press B. If A creates USD 35,000 more substrate waste per year, USD 18,000 more downtime contribution loss, and USD 8,000 more travel and emergency-parts cost, the five-year difference is USD 305,000 before discounting. The lower purchase price becomes USD 185,000 more expensive in this model. These are not industry averages; they are transparent placeholder assumptions that the buyer must replace with plant data.
Service capacity should be tested like machine capacity. Ask for staffed time zones, escalation contacts, remote diagnostics, local technician coverage, stocked parts, dispatch cutoff, and support for third-party components. Convert promises into service levels: acknowledgement and diagnosis in hours, critical-part dispatch in working days, site-arrival target, and remedies when targets are missed.
The contract should preserve leverage without creating impossible obligations. Use milestone payments tied to design approval, completion of assembly, FAT acceptance, shipment documents, SAT, and final punch-list closure. Define intellectual-property and software-access boundaries, backup delivery, approved component substitutions, documentation language, packing standard, delay remedies, training scope, warranty start, excluded consumables, and the period for parts availability. Keep a reasonable retention until SAT if commercial conditions permit.
Also price the opportunity value. A more automated press may unlock shorter profitable runs, faster repeat jobs, lower operator dependence, and better data for customers. A simpler press may be superior when jobs are stable, local maintenance skills are strong, and complex automation would sit unused. The correct choice is the least complex system that consistently meets the profitable job mix and compliance obligations.
FTA's supply-chain view includes raw-material and equipment suppliers as participants in repeatable flexographic production, reinforcing that documentation and support are part of the operating system rather than optional extras [FTA FIRST 7.0].
Before award, score each supplier on a weighted basis: job fit 25 percent, sample and FAT evidence 20 percent, manufacturing and engineering capability 15 percent, five-year TCO 15 percent, safety and documentation 10 percent, delivery execution 5 percent, and lifecycle service 10 percent. Change the weights to match business risk, but do not let purchase price dominate all technical evidence.
Action: Award the order only after a five-year model, milestone contract, spare-parts plan, and quantified service-level schedule have been reviewed by procurement, production, maintenance, and finance.
FAQQ: What is the difference between a flexo printing machine and a labeling machine?
A: A flexo printing machine prints a moving web using flexible relief plates and may add coating or converting. A labeling machine applies finished labels to products or packages. They solve different production steps and should not appear in the same supplier comparison.
Q: Is maximum speed the most important flexo press specification?
A: No. Maximum speed is a mechanical or configured limit. Buyers need good output per paid hour using the target substrate, ink coverage, drying, inspection, and converting load, including setup and waste.
Q: How much material should be sent for FAT?
A: Send enough production-grade material for threading, setup, acceleration, a meaningful stable run, planned disturbances, deceleration, and rewind inspection. The exact length depends on web width, machine path, target speed, and test duration; define it with the supplier before FAT.
Q: Does CE certification prove print quality?
A: No. CE relates to applicable EU conformity obligations, while print quality and productivity require separate process and acceptance evidence. Buyers should review the technical documentation and run their own FAT criteria.
Q: Should a buyer choose UV, UV-LED, water-based, or solvent ink?
A: Choose the ink and drying route from substrate, end-use compliance, coverage, speed, heat sensitivity, ventilation, local regulation, and customer requirements. Test the complete system rather than selecting from a generic efficiency claim.
Q: What documents should be retained after FAT?
A: Keep the signed protocol, raw readings, samples, material and ink identification, machine counters, recipes, software version and backup, alarm record, deviations, punch list, photographs, and shipping-seal evidence.
Sources· ISO 12647-6:2020, accessed 2026-07-13. Current flexographic process-control standard; confirmed in 2025.
· FTA FIRST 7.0, accessed 2026-07-13. FTA description of FIRST supply-chain process-control guidance.
· ASTM D2578-23, accessed 2026-07-13. Scope and limitations of wetting-tension testing for PE and PP films.
· EU Machinery Regulation 2023/1230, consolidated text accessed 2026-07-13. Application and transition dates in Article 54 and related provisions.
· OSHA 1910.212, accessed 2026-07-13. General machine-guarding requirements.
· Weigang ZJR Product Page, accessed 2026-07-13. Manufacturer-published ZJR specifications, configuration claims, and official images.
· BOBST EXPERT CI Product Page, accessed 2026-07-13. Manufacturer-published EXPERT CI specifications and official image.
· A narrow- to mid-web inline flexo press with multiple print and converting stations, accessed 2026-07-13. Official Weigang image used in the opening section.
· Side view of an inline flexo press showing repeated print decks and web-handling sections, accessed 2026-07-13. Official Weigang image used in the materials section.
· A wide-web central-impression flexo press designed for flexible-packaging production, accessed 2026-07-13. Official BOBST image used in the productivity section.
Looking for partners worldwide
Stock code: 001256
We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies.
